- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
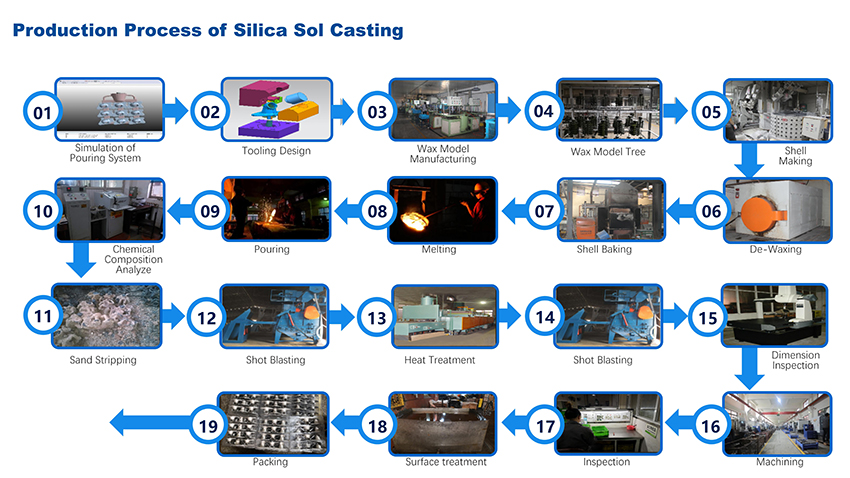
A szilikaszol precíziós öntés műveleti lépései
A működési folyamatszilikaszol precíziós öntésa következőképpen kerül bevezetésre:
1. Ellenőrizze, hogy a berendezés és a hőmérséklet-szabályozó műszerek normálisan működnek-e.
2. Öntse a viaszmentesítő kannából visszanyert régi viaszfolyadékot a szűrőtartályba és a szűrőbe; majd küldje el az 1-es álló vödörbe és hagyja állni 6-8 órán át 90°C alatti hőmérsékleten.
3. Állás és a kicsapódott víz leeresztése után öntse a viaszfolyadékot a vízeltávolító vödörbe.
4. Vegye ki a viaszfolyadékot a vödörből, tartsa melegen 110-120°C-on, és keverje el, hogy a maradék víz elpárologjon, amíg a viaszfolyadék felületén hab nem keletkezik.
5. Szűrje le a viaszfolyadékot a víz eltávolítása után <60 mesh-es hálón keresztül, majd tegye egy <90°C-os statikus II hordóba, és tartsa melegen több mint 12 órán keresztül.
6. Az egyes víztisztító vödrök és az állóvödrök alján lévő maradék vizet és szennyeződést rendszeresen le kell engedni.
7. Küldje el a II. statikus hordóban feldolgozott újrahasznosított viaszfolyadékot az anyagcső viaszpréselő gép szigetelő hengerébe, amelyet fő termékcsőként (futóként) használnak.
8. A régi viaszanyag teljesítményétől és a viaszfogyasztási helyzettől függően a jó minőségű vasúti öntvényekhez időről időre új viaszt adnak a statikus hordóhoz II, általában 3%-5% körül.
A szilícium-dioxid szol precíziós öntvény mérete nem túl nagy, és a pontosság követelményei sem túl magasak. Az alumíniumvázas ón-bizmut azonban formaként használható a használat során, és ennek a formának a súlya viszonylag nehéz. Ennek alapvető oka az, hogy bizmutot tartalmaz. .
A szilícium-dioxid szol precíziós öntőkomplex formák gyártási ideje rövidebb, ami bizonyos mértékig megtakarítja a gyártási költségeket. Összetett vékonyfalú öntvényeknél a termékburkolat légáteresztő képességének hatékony javítása érdekében lehetőség szerint szellőzőnyílásokat lehet kialakítani.
Szilika szol öntés feldolgozásésszerűen be tudja állítani az öntőrendszert, ami hatékonyan megakadályozza a kiöntő levegő bizonyos mértékig magával ragadását, ami jobban elősegíti a levegő kiürülését a formaüregben. A kiöntési hőmérséklet a gyártási folyamat során megfelelően növelhető a kiöntési csomag méretének minimalizálása érdekében. A fúvóka és a kiöntő csésze közötti távolság.